
外出自粛要請につき、だいぶ時間があいてしまいましたが、前回fusion360で作成したコードを試してみました。
CNCソフトは使わず、付属のオフラインコントローラーで動かしました。わざわざPCに繋がなくても動かせるのなら、そちらの方が使い勝手が良さそうです。
最初、速度テスト用にテキストエディタで作ったG-codeを走らせるとエラーが発生して悩まされましたが、原因は改行コードでした。
サンプルコードの改行コードはWindowsフォーマット(CR+LF)。作成したG-codeはUnixフォーマット(LF)だったので、CR+LFに変換すると無事、実行できました。
また、G-codeの最後に改行がないと、実行最後にエラーが出るということもわかりました。
この辺はコントローラーの癖みたいなもんですね。コントローラーでは最低限の処理しか実装していないでしょうし。
時間の都合上、コマンドに対する動作や精度の検証はあまりできず、できたのは、前回作成したコードが回せるということを確認したこと、送り速度のテストとFusion360で出力したG-codeを試しに回してみたこと。結果、失敗したんですけど。
使ったエンドミル

送り速度のテスト

集成材ではスピンドルを6000rpmで回して、深さ5mmを送り速度500mm/minまでは削れました(それ以上は試してない)。それでも、まっすぐ削れずに出だしで曲がってしまうのですが、速度が遅くても曲がるのと、音はそんなには無理しているような感じじゃないので、大丈夫かなと。
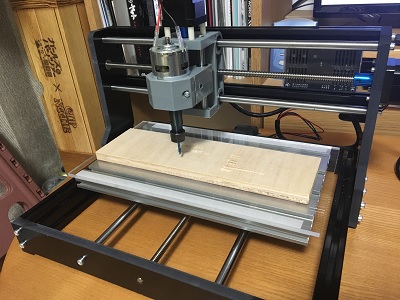
G-codeの実行
Fusion360で作成したスマホスタンドを作るためのG-codeを実施しました。素材はホームセンターで買った端材の集成材。

何をミスったかというと、最初の削り始める位置に移動するときに、削りたくないパスを削ってしまいました。最初のスタート位置をミスったのか?
Fusionで設定した作業原点はストック上面の中心で、ストックはモデル高さと同じなので、開始時の位置が作業原点になるとしたら、木に刃がぎりぎり当たる高さ始めるのが正解のはずです。この時は、ちょっと慎重になって、木の高さから5mm浮かせたところからスタートしました。なのに、スピンドルが回転した後、一度下がってしまい、削ってしまいました。
(1001)
G90 G94
G17
G21
G28 G91 Z0
G90
(????2)
T1 M6
S6000 M3
G54
M8
G0 X-43.299 Y-36.428
Z10
Z5
Z-4.4
G1 Z-9.7 F1000
X-43.297 Y-36.421 Z-4.767
X-43.292 Y-36.399 Z-4.83
X-43.283 Y-36.364 Z-4.887
X-43.271 Y-36.318 Z-4.935
X-43.257 Y-36.263 Z-4.97
~
コードをみてもスピンドル回転後、なぜ一度下がってから、削り始めの位置まで移動したかさっぱりわからないけども、ツール変更やクーラント制御など余計なコードは消しとくべきでした。スピンドル回転後最初の位置移動までにあるコードは、G54 M8だから、この辺で読み取れる文字だけ読み取った結果、誤作動した可能性があります。
削りだしをミスったものの、最後まで削りきるつもりで観察していましたが、結局止めました。その理由は音。
テストの時は、そこまでうるさくなかったののの、周りを直線的に削っていくときの騒音と振動が大きすぎて、中断しました。
対策できることの一つはコードの修正。削る深さを少し浅め(3mm)にして、ストックの周りの余白を少し大きくし、直線的ではなく、回りながら削るようにコードを修正しました。時間が増えますが、致し方ない。
また簡易な防音BOXを作ることにしました。
防音BOXは、段ボールで作ることも考えましたが、もっとお手軽に、収納用プラスチックコンテナに入れることにしました。どれだけ音が防げるか、今度テストすることにします。コンテナは既に購入済みですが、今度はいつ出来ることやら・・・。つづく!