
今回は、Carbide Createで作成したコードを試しました。
MDF板を材料にコースターを作りました。また、収納コンテナを防音BOX代わりに使ったのですが、いい感じに音を抑えられました。
今回作ったもの。

厚さ5mmのMDF板を切り出したコースターです。
模様の中心がズレてしまっているのは、Carbide Create操作中に、位置をずらしてしまったことに気付かなかった事による凡ミスですorz
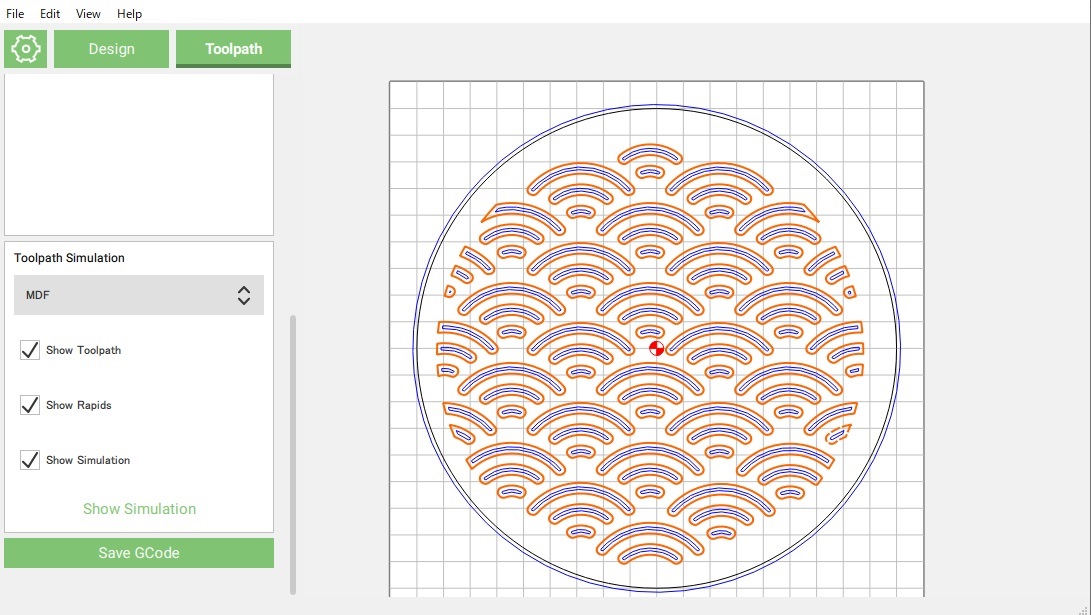
ちなみに、AutoCAD webアプリで作成したDWGを、変換サービスでDXFにして、Carbide Createに読み込みました。
フリーで使える2DCADは色々ためしましたが、残念ながらAutoCADに慣れちゃうと、他に使う気になるようなものはなかったですね。この7月からフリーアカウントでも使えるようになったAutoCAD WEBアプリがいつまでも使えればいいんですけど。
今回もソフトが生で出力するコードに少し手を加えて実行しました。
Carbide Createの設定は、機械を「Shapeoko 3」にして、プロセッサを「GRBL」にしました。
Carbide Create出力コード
G90 G21 (Toolpath 4) M05 M0 ;T10 M03S6000 G0X6.63Y37.68Z5.00 G1Z-5.00F150.0 X-6.43Y35.49 X-6.45Y35.52 X-6.46Y35.57 Y35.61 X-6.44Y35.66 X-6.38Y35.73 X-5.82Y36.14 ~
手を加えたコード
G90 G21 (Toolpath 4) G0 Z5 M03S10000 G0X-6.38Y35.45Z5.00 G1Z-2.50F150.0 X-6.43Y35.49 X-6.45Y35.52 X-6.46Y35.57 Y35.61 X-6.44Y35.66 X-6.38Y35.73 X-5.82Y36.14 ~
修正するのは、不要なコードの削除と、Z方向の退避の追加です。
オフラインコントローラーでコードを実行する際は、開始場所が作業原点となるので、材料のギリギリの高さからスタートさせることになります。
ソフトで出力するコードは既に原点を設定済みを前提にしているため、そのままの高さで最初の切削ポイントまで移動してしまうため、その前にG0 Z5で一旦エンドミルを上げてから、回転を開始させています。
また、改行コードはUnix(LF)になってますので、Windows(CR+LF)に変更します。
エンドミルは上記のうちφ2mmを使用し、送り速度は150m/minで、1度に掘る深さは2.5mmにしました。材料の厚みが5mmなので同じパスを2周します。
最初はφ1.5mmのエンドミルで、送り速度150mm/min、深さを5mmにして、一気に切ろうとしたら、エンドミルが折れましたorz…

今回は鋭角はないパスですが、細かい模様ならφは小さい方がいいし、時間短縮との兼ね合いもあるし、道具の一本二本は仕方ない。。。
今回の条件でも1時間かかるので、もっと短縮出来るならしたい。
削り切った直後の写真

モコモコ。MDFは切子が粉状になって、吹き飛んでいかないので掃除は楽ですね。
切り出した直後の状態がこちら

エッジはケバケバになりました。この後、カッターで表面を擦るようにシャカシャカしてたら、毛羽立ちは上手いこと取れました。軽くニスをスプレーして、布で磨いたのが、冒頭の写真です。
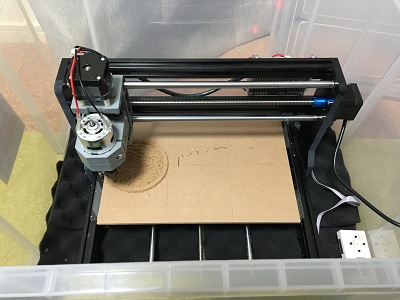
さて、防音BOXですが、こんな状態で使用しました。

コンテナには電源コード用に穴をあけ、機械の下には吸音材を敷きました。

敷き方がテキトーw。元々、内側に貼り付けるために買いましたが、試しに敷いてみたら絶大な効果を発揮しました。
というか今までが、コンテナと機械が直接触れていることで、コンテナが振動し、スピーカーのように音を増幅してた感じですね。
一応、CNCの足には家具用の耐震パッドを挟んでいましたが、その効果はあまりありませんでした。
蓋を閉める事の遮音効果もなかなかのもので、今回、密閉型の間にゴムがあるタイプを買ったのですが、その甲斐はあったようです。
音自体は、昔のダイソンの掃除機のようなレベルが、コンプレッサーが稼動中の冷蔵庫とか、フル稼働中のデスクトップPCとかくらいのレベルに軽減されました。
音はしてるけど、ずっと続いてても許容できるくらい。少なくともアパートで隣住民に迷惑をかけるレベルではなくなりました。
コンテナの中の様子も十分に確認できます。
ただ一つ失敗だったのがサイズで、機械の外寸の大きさに合わせて、コンテナサイズを選びましたが、Y軸で台を動かす際は、台がフレームをはみ出すところまで稼動します。
そのため、フレームをある程度はみ出すとコンテナに当たってしまい、Y軸の可動域を狭めてしまいましたorz
次買う機会があるときは、可動域も考慮したサイズを買うことにします。。。
とはいえ、作るものが小さければ問題はなく、これで、いつでも稼動させられる設備環境が整いました。ガンガン作るぞー(友人が)。
どうでもいい失敗談。
前回、Y軸方向のモーターと全ネジのカプラが外れましたが、今度は、X軸方向のカプラが切削中に外れました。

最初に閉める時にゆる過ぎたんですかね。今度はどちらもキツく締め直したので、次外れるような事があれば、接着剤で固めてしまうか。その時は今後の改良を期待して、愛のクレームを投じるしかありませんなぁ。